産業用エンジンメンテナンス.comの溶射事例 詳細
CASE: ガラス金型への溶射による油軽減
- 目的部品の機能性向上
- 業界ガラス製品製造業
- 対象ガラス金型
- 溶射材料超硬(サーメット)溶射


小物のカラスビンなどの連続製造工場には沢山の金型が使われていますが、溶けたガラスが金型に張り付かないように油が塗布されています。
高温のガラスに触れることによって油が燃え炭化しガラスの張り付きを防いでいます。
しかし、その量は多く、1,000℃以上の溶けたガラスと触れて燃えたり、大量の煙が出るのは職場環境にもエコ的にも悪いのです。
そこで今回は、油塗布を無くしても生産が出来る金型にする為に、金型へ溶射で離型性を付与出来ないだろうかといった内容です。
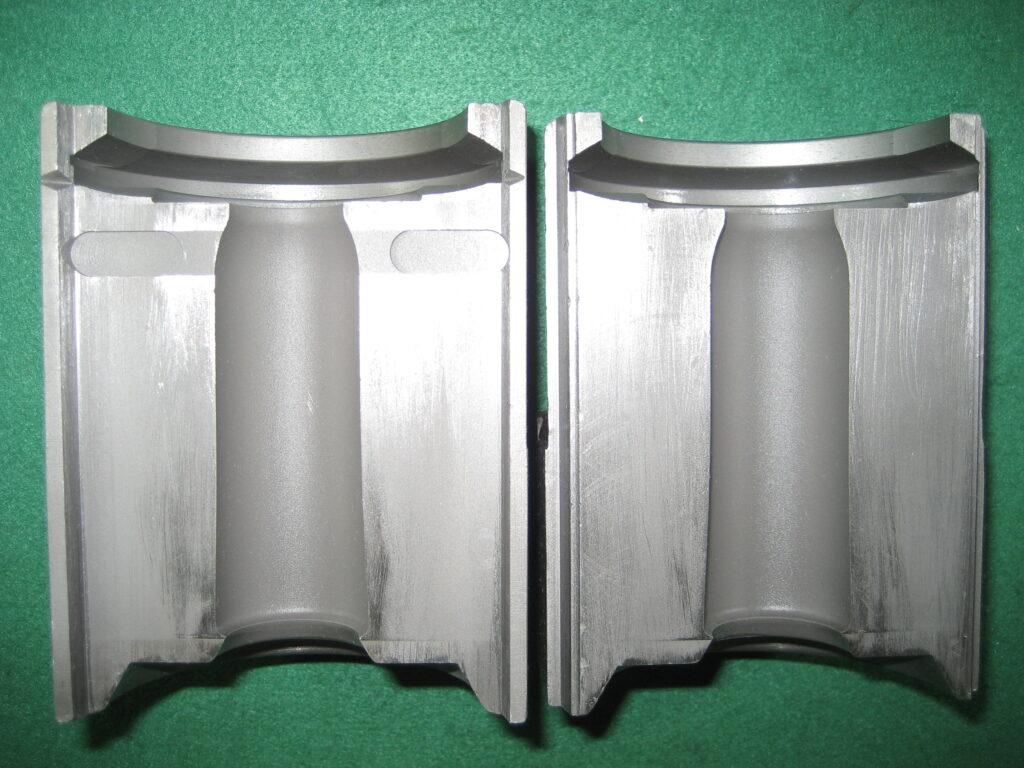
金型の動き
多くの金型は半割れで合わせると円筒状のもので、その二つに蝶つがいのようなものが付いて開いたり閉じたりします。
開く ⇒ 油塗布 ⇒ 溶けたガラスが入ると同時に閉まる ⇒ 中のガラス膨らみ成型され ⇒ 開いて製品ができる。

これが高速で繰り返されますが、この時の油塗布が不十分だとガラスが金型に張り付いて不良品となります。
不良率を下げる為に過剰に油塗布をしてしまいがちなのです。
離型性
疑問:溶けたガラスがなぜ金属にくっ付くのでしょう?
答え:高温なガラスの表面と金属の表面で互いの化合物を作り付着状態になる
溶融金属に対する耐濡れ性と言った表現にもされていますが、接触時に拡散層なり反応層を作らせないことが大事になります。
なので、金型側に溶融ガラスに反応しない層を形成すれば良いのですが、常温では反応しにくい物質(例えばモリブデンのような)でも1000℃を超えると反応してしまいます。
アルミナのようなセラミックスは1000℃でも反応しませんが、そのヒートショックで割れが発生し使用できません。
そこで、金属のように割れずセラミックスのように反応しずらい両方の特性を持ったサーメットが候補になります。
そのサーメットの中でも溶融アルミで実績の有るMoB(ホウ化モリブデン)が良いのではと試してみました。
金型の製品部になる内径にMoBを均一になるよう溶射をしなければなりません。
産業ロボットを駆使し、練習品で被膜を確認。
マスキング治具を製品部形状に合わせて加工
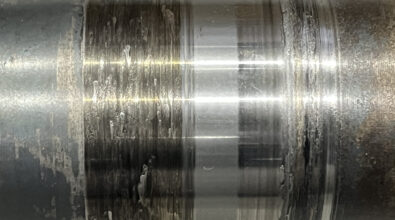
溶射したら軽く磨きます。ダイヤモンド工具では滑って仕事になりません。
特別に作ってもらったcBN工具で磨きますが、鏡面にまでは仕上げません。
いろいろ仕上げ面を作りましたが、多少の空気層が出来る少し溶射肌が残る具合が良かったです。
結論
油を塗布しないでも数時間は操業できたのですが少量の油塗布が必要。
大幅な油の削減に成功しました!
しかし無塗布が目標なので、0に近い0.1ではダメなのです。
煙が少ないので環境には少し良いかも知れませんが、油を塗布する設備や人を無くすことが出来ません。
お客様からはもう少し性能が良くなれば使えるので頑張ってください!
と激励を頂きましたが、まだ時間が必要で未完成な事例の紹介でした。
溶射事例 一覧
-
目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-
目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
金属溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
セラミック溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射