産業用エンジンメンテナンス.comの溶射事例 詳細
CASE: ロックリングへの内径溶射
- 目的部品の長寿命化
- 業界プラスチックス製品生産業
- 対象ロックリング
- 溶射材料超硬(サーメット)溶射


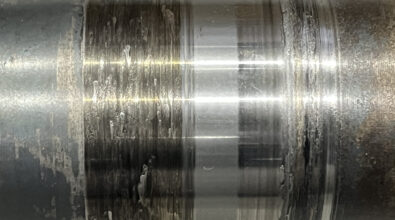
プラスチックスのブロー成型に使われている金型などは半割れが多く、金型のズレ等を抑制するためにロックリングの内径テーパー部で嵌合しますが、締り代があり多回数のショットでは、金属間の摩擦により微量の金属粉が発生しロックリングも金型もテーパー部が摩耗してしまいます。
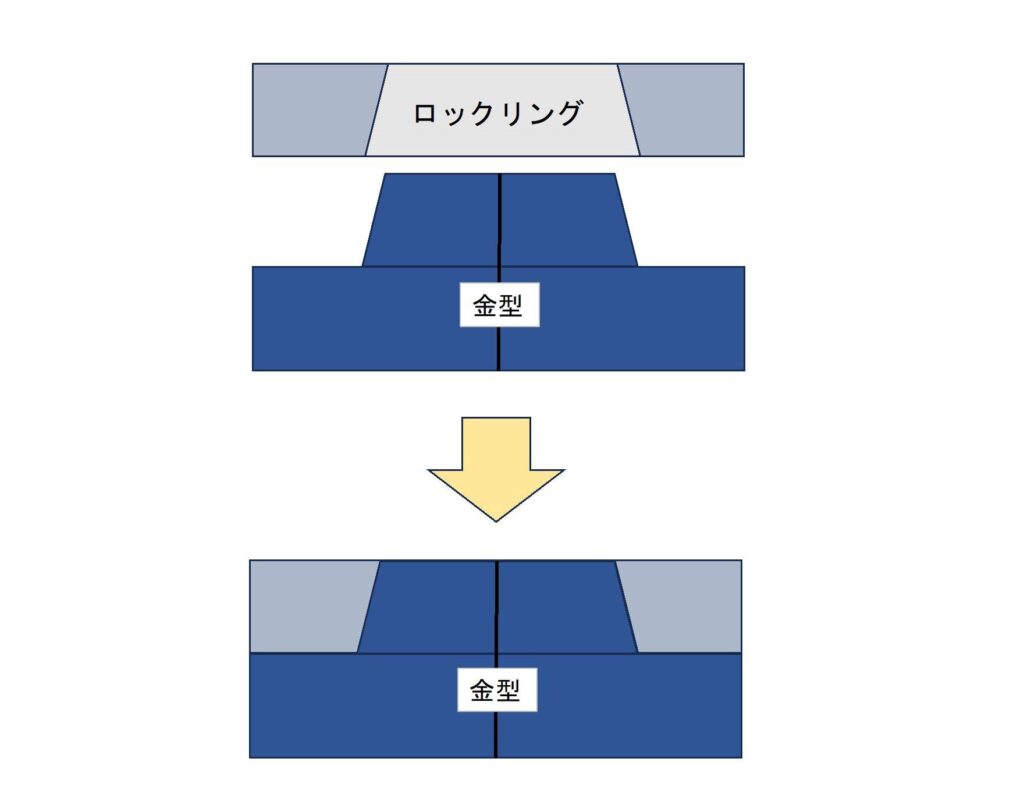
嵌合部が摩耗すると射出時やブロー時に金型が開いたりズレたりし、製品にバリや偏肉が発生してしまいす。
なのでこのテーパー部分の精度を長時間維持できれば品質や生産性をアップすることが出来るのです。
寿命を延ばすためにはクロムめっきが一般的ですが、食品等の容器製造の部品へは基本的にクロムめっきが使えず、部品交換を頻繁に行なわないといけないのが現状でした。
そこで衝撃にも強く、摺動性も良く、相手金属も摩耗させない特殊サーメットの溶射を行い、期待以上の良好な結果が出でユーザー様にはとても満足して頂いた経緯があります。
しかし、さらにロングセラー商品やヒット商品の場合はより多数のショットになり、ロックリングへも溶射したいとの依頼があり今回の施工となりました。
ロックリングと金型の両方のテーパー部へ溶射する組み合わせは、1+1=2で片方施工の2倍の寿命とはなりませんでしたが、他の部品寿命や製造ラインの停止等を考えると、費用対効果はより以上の成果が出たそうです。
溶射事例 一覧
-
目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-
目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
金属溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
セラミック溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射