産業用エンジンメンテナンス.comの溶射事例 詳細
CASE: バタフライシャフト 超硬溶射
- 目的部品の再生・修理
- 業界産業機械
- 対象軸受け部
- 溶射材料超硬(サーメット)溶射


こちらは(株)中田エンジンで施工した、
バタフライ弁のシャフト 軸受け部摩耗
再生加工の事例です。
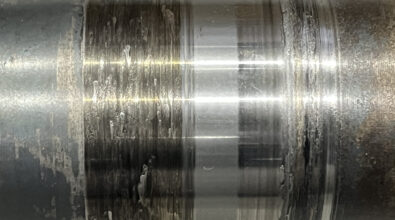
産業エンジンに組み込まれるバタフライ弁シャフトです。
可動域が決まっているので両軸受け部が偏摩耗し、
弁の可動が悪くなっております。



・点検、計測
洗浄、目視点検、曲がり等の点検や、最終的には研磨にて 0.01mm単位で、
軸受け元寸に仕上げる為、図面もありませんので事前に元寸など計測をします。
シャフト中心のスリット部分に弁が入りますので、
弁の挿入に影響ない範囲を確認して、加修範囲を決めていきます。
・下処理
旋盤作業にて摩耗部を下削りして取り切った後、
ショットブラストにて面粗し、次工程の溶射加工のくっつき強度を上げていきます。


・溶射加工
軸受け部で径-0.3mm偏摩耗するほどなので、弊社では超硬(WC系)溶射を施工し、
硬度と耐摩耗性を高めております。
ほぼ熱影響なく、再生前のよりも高い耐久性が得られ、長く使用できるようになります。
以降の整備入荷時にも摩耗のない状態が確認出来てます。
施工箇所横のスナップリング溝はキッチリ養生して対応します。
・研磨加工
仕上げに研磨でダイヤモンド砥石にてφ0.01mmずつ削って、
元寸に合わせて研削仕上げをします。



これにて作業完了となります。
溶射事例 一覧
-
目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-
目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
金属溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
セラミック溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射