産業用エンジンメンテナンス.comの溶射事例 詳細
CASE: アクスルシャフト 超硬溶射修正 i タングステンカーバイド系
- 目的部品の再生・修理
- 業界産業機械
- 対象アクスルシャフト
- 溶射材料超硬(サーメット)溶射

こちらは(株)中田エンジンにて施工したものです。
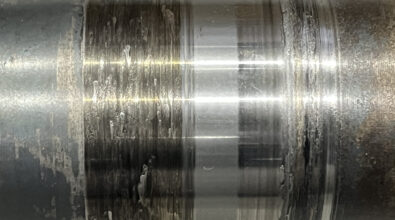
今回ご紹介するのはアクスルシャフトです。


写真見ていただくと分かる通り、軸受部が摩耗損傷しております。
スプライン部はまだ使用できますので、新品交換よりも費用を抑えつつ、長寿命化出来る溶射材にて軸受部を加修していきます。
・洗浄
過去の投稿を見てくださっている方は、もうご存じかもしれませんが、
溶射に油分は大敵なので、スプライン付着するグリス含む油分をしっかり洗浄していきます。
・下削り(アンダーカット)
軸受部の摩耗部を切削し整えて、溶射材を乗せる分削り込みます。
溶射材によって下削り推奨切削量を設けており、溶射材を選定しつつ合わせて切削しております。
今回はタングステンカーバイド系(WC系)の溶射材を使用するため、切削量はφで0.4mm下削りを行いました。
・サンドブラスト
軸受の施工部以外をマスキングし、サンドブラストにて粗面化していきます。
粗面化した肌は溶射材との密着する有効面積を増やして、密着力を高めます。
ブラスト紛にて細かな汚れも吹き飛ばしてくれるので、溶射に良い状態を作ります。
・超硬溶射
必要以外の箇所に溶射が乗らないようマスキングをし、施工部との境界をしっかり作ります。
産業用ロボットにてプログラム設定し、均等に溶射材を吹き付けていきます。
既述ですが今回はタングステンカーバイド系(WC系)の溶射材を使用して、軸受部に溶射施工しました。
純正品のアクスルシャフトは高周波焼き入れに対して、タングステンカーバイドは10倍以上の耐摩耗性が有り、修正しつつ長寿命化につながります。
・研磨
溶射後の仕上げには円筒研削盤にて研削加工を行います。
タングステンカーバイド系(WC系)は硬度が高い為、研磨機にはダイヤモンドホイールにて
研削をします。


仕上がり品がこちらです。
損傷、磨耗、腐食など似たようなお困りごとがありましたら、
一度再生加修のご検討いかがでしょうか?
ご連絡お待ちしております。
溶射事例 一覧
-
目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-
目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
金属溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
セラミック溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射