
産業用エンジンメンテナンス.comのメンテナンス・オーバーホール事例 詳細産業用エンジンのトラブルを幅広いサービスで解決してみせます!
CASE: シャフト・軸の再生
- サービス名
- 業界産業機械 全般
- エンジンメーカー
- エンジンサイズ全般


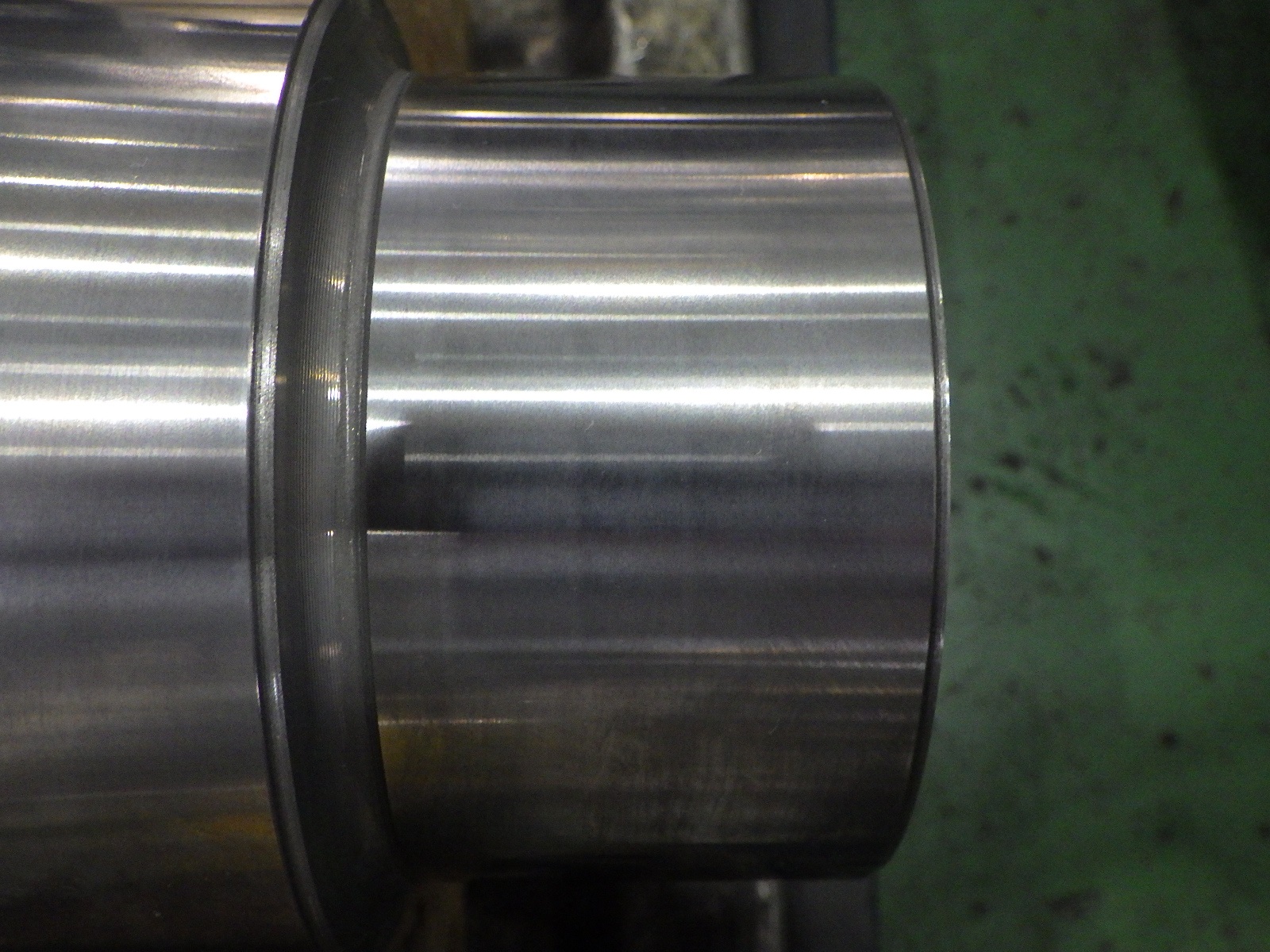
こちらは産業用エンジンメンテナンス.comが施工した、
回転軸・ドライブシャフトの再生事例です。
シャフトの摩耗とは?
長年、一戦で活躍してきた産業機械の回転部品には、
ベアリングと潤滑油が介在しても摩耗はみられます。

摩耗には様々な理由がありますが、
代表的なものには
・異物混入
・ベアリングの固着
・オイルの劣化
・振動による嵌め合い寸法の増大
等があります。
再生する工程では、
まずは亀裂や曲がりがないか点検をします。
摩耗時に、熱がかかって変色した痕跡がある場合も散見されます。
このような場合は亀裂や曲がりを疑う必要があります。
亀裂を見逃した状態で、表面処理をしても、軸の強度は復旧しませんので、
根本的な改善処置 もしくは Assy交換を検討する必要があります。
上記の点検を行い、問題がないことを確認して、嵌め合い寸法の復旧を行います。
表面処理とは?
摩耗部の表面処理の候補として
・溶接
・硬質クロムメッキ
・溶射
が代表的な手法として挙げられます。
結論から言えば、弊社では溶射を内製化してますので、溶射を用いた再生が主体となります。
再生加工にとっての表面処理それぞれの特徴・比較。。。
溶接は、熱と残留応力が発生するので、曲がりや加工硬化が気になります。
施工時に正常な部分の状態も崩す可能性があることと、
溶接の境目で亀裂が入る可能性も残します。
メッキは、コストに関しては最も優位で、処理時の熱影響も気にする必要はありません。
唯一の弱点は再生の膜厚です。推奨膜厚が0.1mmt以下の場合が多いので、
摩耗が0.1mm以上進行している場合は、対応できない場合があります。
溶射は弊社では超硬(WC系)の材料を使用して、硬度と耐摩耗性を高めます。
熱影響による変形はありません。再生前の状態よりも高い耐久性が得られます。
弱点は、衝撃に強くないので、使用環境を選びますが、
回転部の軸受けに関しては適材です。
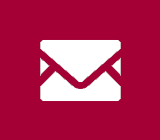
実際の溶射施工では。。。
摩耗部を均一に、下加工します。
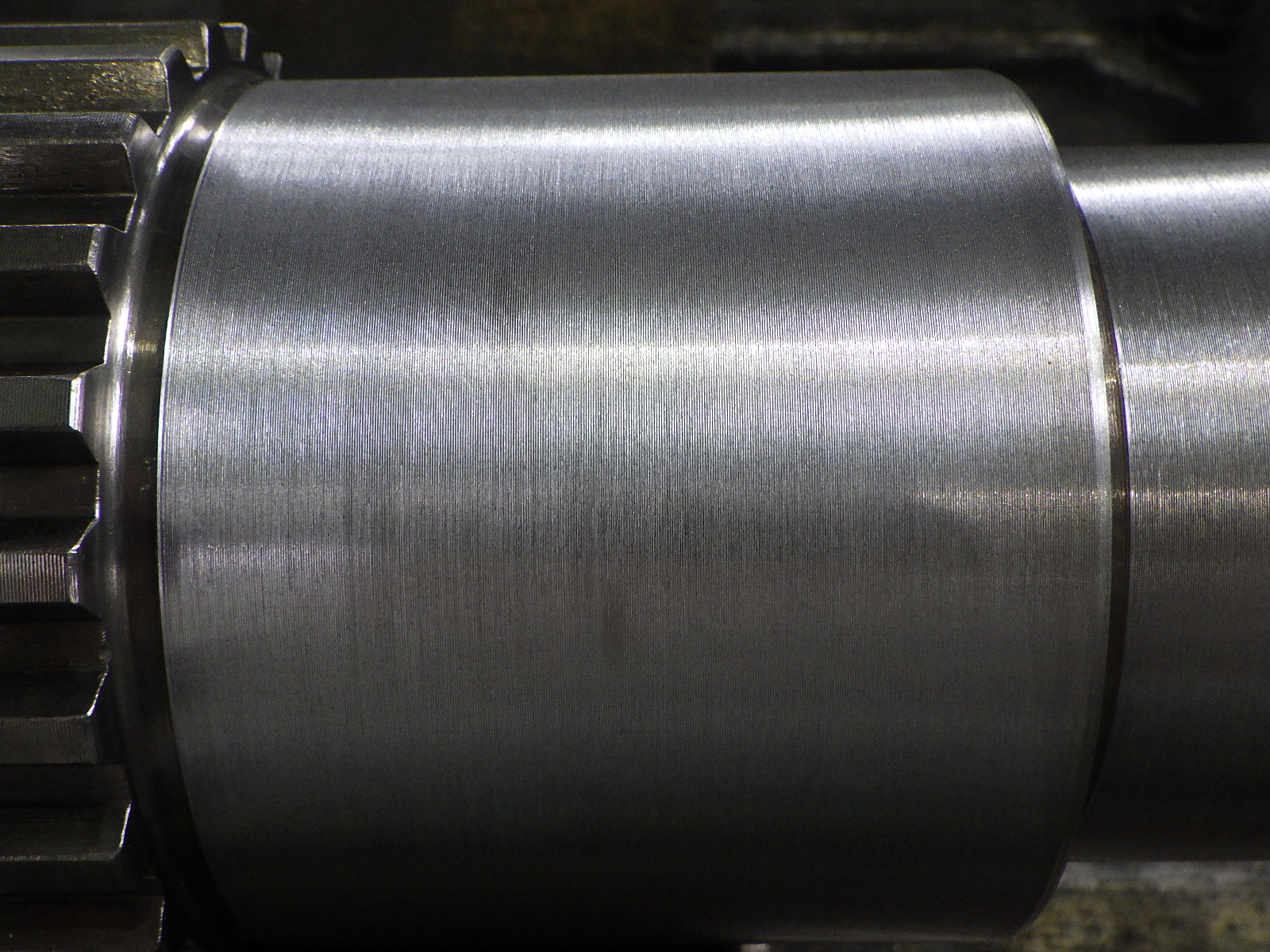
次に溶射。弊社ではHVOF(High Verocity Oxy-Fuel)方式でWC-12Co材を溶射します。

最終工程で研磨加工で仕上げます。
コストがかかる手法ですので、高額な軸や、
廃番となった部品の再生に適用されることが多いです。
産業用エンジン メンテナンス・オーバーホール事例 一覧
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
UD エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
その他 エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
三菱ふそう エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
いすゞ エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
コマツ エンジン
-

サービス内容
現地整備・オーバーホールエンジンブランド
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
その他 エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
キャタピラー エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
三菱 エンジン
-

サービス内容
当社工場内 整備・オーバーホールエンジンブランド
三菱 エンジン
-

サービス内容
現地整備・オーバーホールエンジンブランド
ヤンマー エンジン
-

サービス内容
保全・点検・診断エンジンブランド
三菱 エンジン