産業用エンジンメンテナンス.comの溶射事例 詳細
CASE: Vプーリ、フランジ V溝再生 SUS溶射
- 目的部品の再生・修理
- 業界産業機械
- 対象Vベルト
- 溶射材料金属溶射


こちらは(株)中田エンジンにて施工した、
Vプーリ、フランジの摩耗部を、
ガスワイヤー SUS溶射を用いて再生加工した事例です。
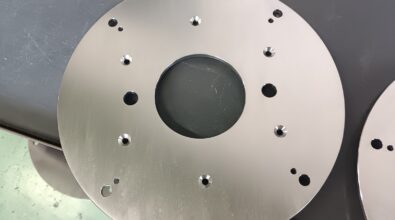
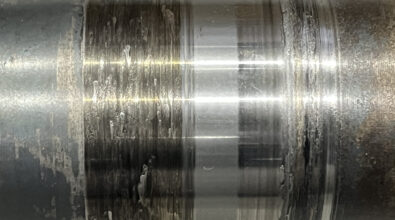
品物はV溝のプーリとフランジです。
2個は対となりVベルトで長い時間回っていると、Vベルトの接地面が摩耗していきます。
摩耗したV溝再生したいというご依頼です。


・点検、計測
2個とも状態と、摩耗量を計測し確認します。
V溝自体は計測器具での計測が難しい形状なのと、径のサイズも異なりますので、
V溝の規格を確認し、V溝にあった専用治具を製作します。
治具と合わせて計測し、摩耗量を把握していきます。
・下加工
V溝専用治具で角度を合わせて、アンダーカットをします。
使用時に凸部の溶射が欠けない様、想定した削りをしています。
(溶射後は見えませんが。。。)
下削り後は脱脂し、溶射被膜のくっつき強度を高める為、
ショットブラストにて素地を荒らして、被膜の接地面を増やしております。
・金属溶射
今回の溶射材料にはガスワイヤー溶射を用いたSUS316Lを使用してます。
下地材のボンディング材をプラスし、被膜量を計算して
SUS316Lを溶射していきます。
V溝は角度が鋭角で、跳ね返りもある為、溶射角度もしっかり合わせて溶射します。
・仕上げ切削
仕上げに旋盤で角度を合わせ、専用治具で確認しながらV溝を削っていきます。
切り込みすぎない様少量ずつ削ってます。
実際使用するVベルトにて確認し施工完了です。




品物の形状によっては施工不可な物もありますが、
もう新品部品が出ないなどの時は、再生もご検討ください。
溶射事例 一覧
-
目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-
目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
金属溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
セラミック溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射