産業用エンジンメンテナンス.comの溶射事例 詳細
CASE: 280kwモーターシャフト ベアリング軸受け再生事例
- 目的部品の再生・修理
- 業界産業機械
- 対象ベアリング受け部
- 溶射材料金属溶射


こちらは(株)中田エンジンにて施工した、
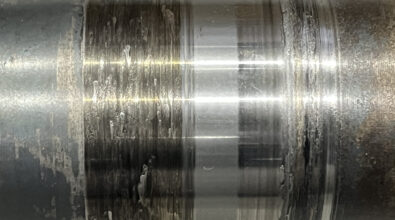
280kwモーターシャフトのベアリング受け部の摩耗再生事例です。




こちらモーターシャフトの、ベアリング受け部が摩耗してます。
溶射肉盛りにて再生し再使用したいというご相談でした。
・洗浄、計測
綺麗にグリス汚れなどを洗浄し、曲がりや振れ、亀裂、センター穴の状態など確認します。
細かな亀裂があったり、状態よっては加修不可や加修方法の制限となる事もあります。
今回は亀裂もなく加修可能でしたので、アンダーカットに入っていきます。
・アンダーカット
ワーク自体のサイズがサイズですので、弊社で一番大きい旋盤に乗せての、
アンダーカットとなりました。
削り量は摩耗が取り切れた-0.8mmtほどの荒ピッチでの切削をします。

・ショットブラスト
ワーク全体をマスキングし養生をキッチリ行って、下削りした溶射箇所をショットブラスト
にて、面を荒らしていきます。
溶射材とワーク素地の接地面を増やし、くっつき強度を高める為大事な下加工となります。
ブラスト粉も細かいので施工後はしっかりとワークの掃除を行います。
・金属溶射
金属溶射のブースではφ500のワークサイズまで旋盤に乗せれます。
下地としてボンディング材 + SUS系をガスワイヤー溶射にて、
肉盛り溶射をしました。
ネジ山もありますが養生を丁寧に行う為、影響はありません。


・研磨
旋盤で粗削りを行いますが、最終の仕上げは砥石での研磨加工を行います。
ベアリングの内径も確認したうえで、はめ合い公差に合わせて、研削加工をしました。
長さ、重量もありますので、ブリューで数か所受けながらにはなりますが、無事加工完了です。




摩耗、損傷、腐食などお気軽にご相談下さい。
溶射事例 一覧
-
目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-
目的
部品の再生・修理溶射材料
超硬(サーメット)溶射
-

目的
部品の再生・修理溶射材料
金属溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
セラミック溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射
-

目的
部品の長寿命化溶射材料
超硬(サーメット)溶射